- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










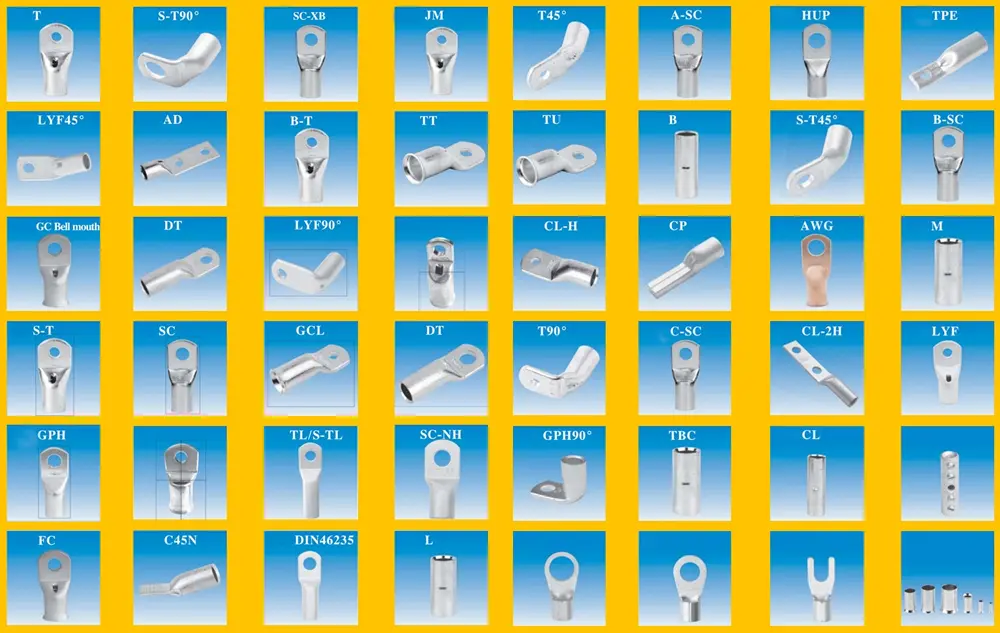
Krimpovací konektory
Xiamen Hongyu Intelligent Technology Co., Ltd. podporuje přizpůsobení standardních/nestandardních částí Crimp Connectors a má více než 17 let profesionální technologie v oblasti navrhování hardwarových plísní a výroby produktů. Minimální tloušťka zpracování umlčených konektorů může dosáhnout 0,08 mm, s vynikajícím řemeslným zpracováním a bez otřepů.
Hongyuovy výhody:
1. Vybrané materiály daleko přesahují národní standardy
2.
3. trvanlivost konektorů Crimp může dosáhnout více než 20 000 časů plug-in a vysušení
4. antioxidace/anti-únava/dobrá rigidita/vysoká přesnost
Odeslat dotaz
Popis výrobku
Jak zkontrolovat stav krimpování na Crimp Connectors
Klíčový faktor je pro zajištění konečného propojovacího výkonu klíčovým faktorem krimpovací kvalita konektorů krimpování. We can judge whether the crimp condition is good by the following situations, including: whether the terminal stamping is damaged, the terminal stamping is not bent, the insulation in the terminal window but the wire crimp is not insulated, the insulation crimp does not pierce the wire, the edge crimp is correctly included, the brush is visible after the wire is crimped, the brush is not in the connection area, whether there is a tapered hole, and the micrometer across the insulation Crimp je v okně tolerance.
Je nutné zkontrolovat, zda jsou lisovací hardwarové terminály správně omezeny. Ať už ručně nebo strojem krimpujete, musíte pečlivě zkontrolovat každé připojení. Nesprávné krimpování výrazně zkrátí životnost krimpovacích konektorů a dokonce bude bezpečnostním rizikem.
Protože každý typ konektoru a specifikace má odlišnou toleranci tloušťky, lze měření tloušťky krimpového drátu použít jako referenční indikátor. Nesprávná tloušťka nejen zkracuje život, ale může dokonce způsobit, že spojení je nestabilní a rychle se rozpadá, což nakonec způsobuje ztráty.
Jak udělat dobrý krimpování
Zda je krimpovací stav ideální, může přímo ovlivnit trvanlivost použití, zejména v drsném prostředí.
Nejprve bychom měli objasnit, že všechny konektory jsou vhodné pro malý rozsah velikostí drátu.
Nevhodné velikosti vybraných vodičů a krimpovacích konektorů povedou ke špatnému elektrickému výkonu a nedostatečné mechanické pevnosti, což nakonec povede ke snížení trvanlivosti.
Malé množství opotřebení nebo kontaminace na krimpovací matrici může také způsobit problémy s krimpováním, ale protože existuje mnoho typů krimpování, musíme vysvětlit různé metody podle různých situací.
| Typ produktu |
Určení hardwarových terminálů |
| Kvalitní certifikace |
ISO 9001, ROHS, dosah |
| Materiál |
Mosaz, fosforový bronz, bronz (přizpůsobitelný) |
| Povrchové úpravy |
Niklování pokovování/galvanizující/plechovka/pokovování/zlaté pokovování/stříbrné pokovování atd. Lze přizpůsobit podle vašich požadavků |
| Scénáře aplikací |
Automobily, strojní zařízení, elektrické ovládací boxy, inteligentní domy, počítače, průmyslové vybavení atd. |
Hy zpracování technologie
Technické požadavky na elektrické terminálové blok, terminál rýčů, korunní pružinu, zástrčku banánů a další typy:
1. Hlavním materiálem je hlavně mosaz H62 bez specifických požadavků a materiál pružiny koruny pružiny je většinou berylium měď;
2. Elektroplating standard: Ne všechny materiály mohou být pokryty zlatým pokovováním, takže před pokovováním zlatého bude vrstva niklu nanesena jako výše, aby se zajistil účinek zlatého pokovování. Konvenční standardem specifikace zlatého pokovování na bázi niklu je, že tloušťka niklování je 50 ~ 80U, tloušťka zlatého pokovování je ≥2U a čistota zlata použitého v pokovování je ≥ 99,8%. Aplikujte pevný filmový ochranný agent.
3. povrch produktu by měl být hladký, bez oxidace, aby se zajistila praktičnost, a bez otřepů, aby se zajistilo, že se produkt nebude uvolnit kvůli nekomprimovanému intervalu otřesu.
4. Hardware by neměl mít značky nástrojů, značky upínače nebo ostré hrany, aby se zajistila kvalita produktu.
5. Hy vysoce přesné požadavky na kvalitu, nespecifikovaná tolerance je ± 0,02.
Standardní specifikace požadavků na výběr materiálu terminálu:
1. Materiál: Mosaz, fosforový bronz, bronz, vlastní materiály jsou za zvláštních okolností podporovány, tloušťka je obvykle 0,2, 0,25, 0,3 atd.;
2. otevření ženského konce nelze zkosenit a mužská koncová kulatá hlava nelze zkroutit, aby byla zajištěna kvalita produktu;
3. oblouk 1M materiálu nesmí překročit 5 mm;
4. Povrch všech krimpovacích konektorů nelze rozdrtit, deformovat nebo oxidovat;
5. Všechny označené tolerance jsou klíčové kontrolní rozměry;
Specifikace pro elektroplatování:
1. Požadavky na vzhled: Žádná oxidace, žloutnutí, zčernání, bluing, fialové, hákování, vysoké a nízké nohy atd.
2. Požadavky na výkon s elektropravitou: plná niklová základna 50u ”-80u”, zlaté pokovování 1U ”, měřicí bod oboustranné 3 mm;
3. Musí být vystaveno vysoké teplotě 260 stupňů a do 5 sekund nedochází k žádnému zabarvení, zčernění, žloutnutí, puchýřům, uvolňování a dalším nežádoucím jevům;
4. Je nutný test výkonu plechovky a míra pokrytí plecí je nad 95%;
5. Vyžaduje se test výkonu spreje soli, koncentrace slané vody je 5%a trvá po dobu 24 hodin v prostředí s teplotou 35 ℃, bez oxidace a začernění a dalších nežádoucích jevů;
6. Je nutné provést peelingový test: Neexistuje žádný jev peelingu povlaku na zakřiveném povrchu;
7. Elektroplatování produktu musí splňovat požadavky na ochranu zelených environmentů.
8. Všechny měřicí body a část měřicího povrchu jsou elektrolerovány podle požadavků měřicího bodu (část měřicího bodu je obecně klíčovou součástí plechování a vedení)
Proč zvolit Hy
Vysoce kvalitní materiály: Naše terminály PCB jsou vyrobeny z vysoce výkonné čisté mědi, což zajišťuje vynikající vodivost a trvanlivost.
Přesné rozměry: S přesností až 0,08 mm se tyto elektrické terminály mohou dokonale přizpůsobit elektronickým zařízením, jako jsou automobily, strojní zařízení a domácí spotřebiče.
Víceúčelové: Tento produkt lze použít v různých aplikacích specifikovaných zákazníky, včetně elektrických ovládacích polí, počítačů a dalších elektronických zařízení.
Přizpůsobitelné povrchové ošetření: Terminály mohou být poniklované, zinkové, zinkované, plechované, zlaté, stříbrné, stříbrné atd. Podle požadavků zákazníka, aby se zajistila kompatibilita s různými zařízeními.
Dodržování mezinárodních standardů: Naše terminály PCB jsou certifikovány ISO 9001: 2015, což zákazníkům poskytuje zajištění kvality a spolehlivosti.
Hot Tags: Krimpové konektory, Čína, výrobci, dodavatelé, továrna, citace, kvalita
Štítek produktu
Související kategorie
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.