- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






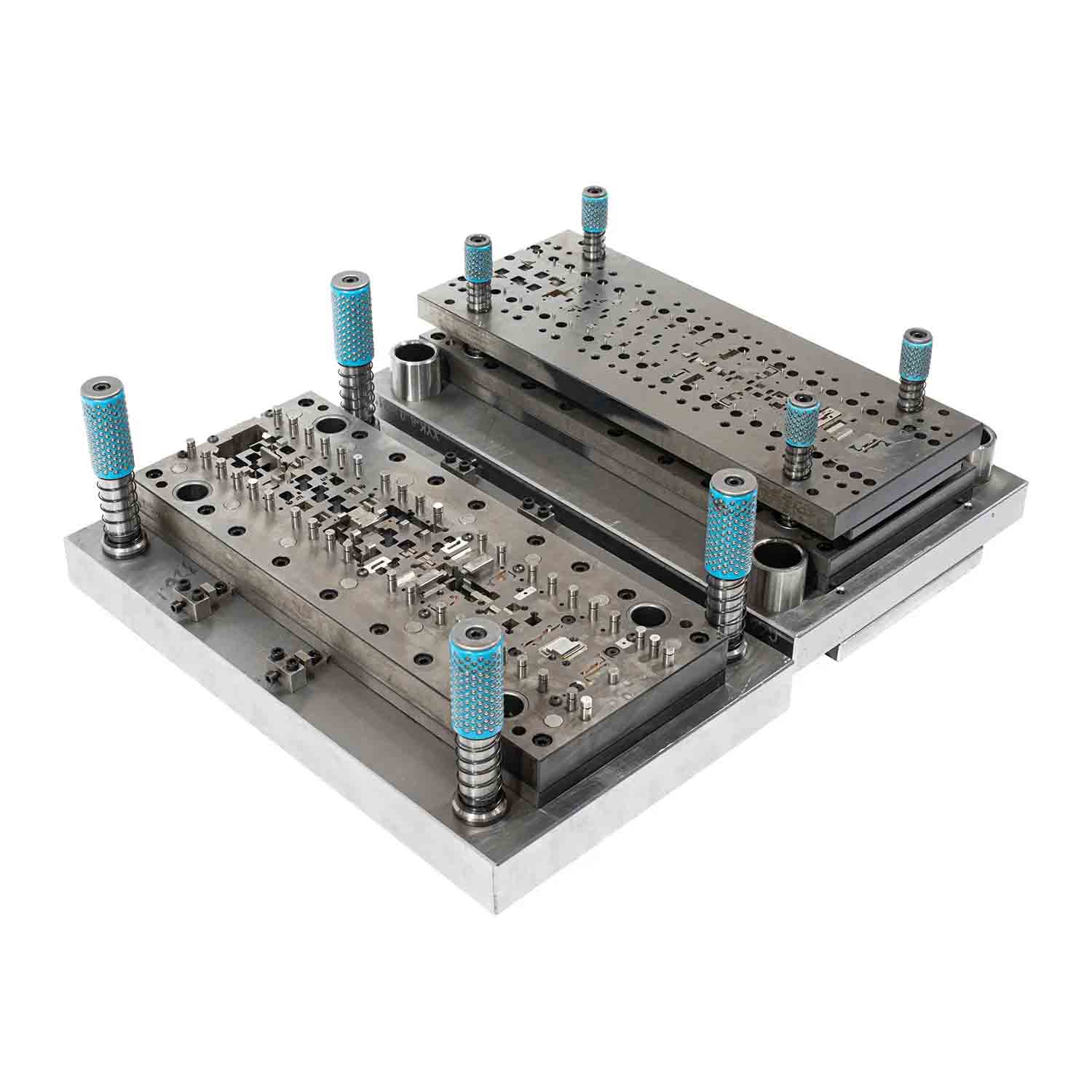
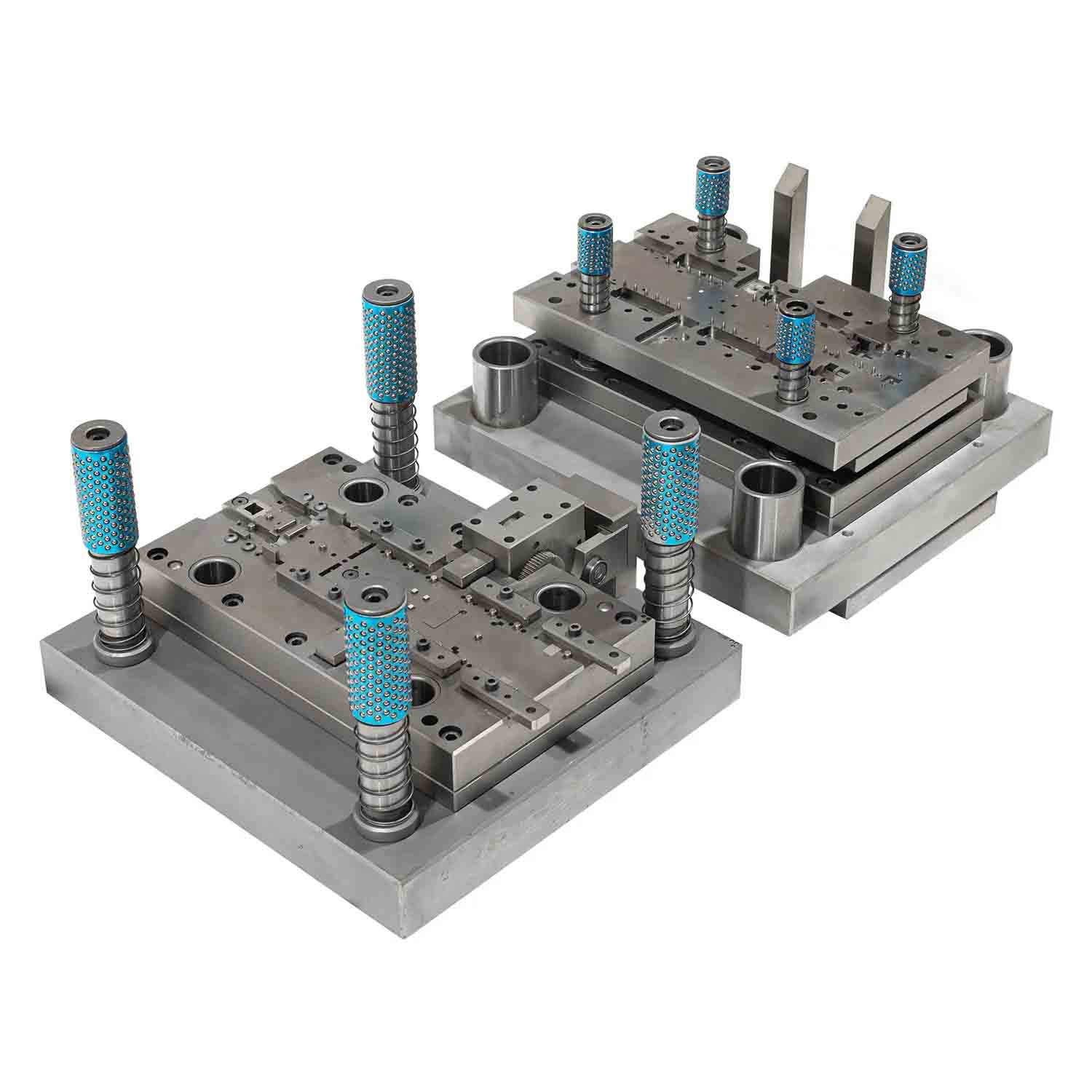
Zakázkové kovové raznice
Vlastní lisovací nástroje na kovy od společnosti Xiamen Hongyu Intelligent Technology Co., Ltd. jsou široce používány v průmyslových odvětvích, jako jsou automobily, lékařská péče a letecký průmysl, se specializací na výrobu přesných forem pro vysoce kvalitní kovové díly. Obvykle se používají materiály s vysokou pevností, jako je ocel nebo tvrdá slitina. Hongyu může přizpůsobit návrhy podle specifických potřeb každého zákazníka.
Odeslat dotaz
Popis výrobku
Výroba zakázkových kovových raznic je běžnou průmyslovou zpracovatelskou metodou používanou ke zpracování materiálů do specifických tvarů. Je to velmi běžný proces při výrobě masových produktů. Aplikační scénáře zpracování forem jsou velmi rozsáhlé, od automobilových dílů, letectví až po hardwarové příslušenství. Proto jsou formy také známé jako "matka průmyslu". V Číně má Xiamen Hongyu Intelligent Technology Co., LTD., jako jeden z předních podniků na lisování kovů, přísnou kontrolu kvality. Prostřednictvím kontroly surovin, kontroly procesu a výstupní kontroly jsme ochotni našim zákazníkům prezentovat ty nejlepší produkty.
Stanovte si plán postupu
Formulování plánu procesu lisování kovů je důležitou součástí. Procesní analýza zahrnuje procesní analýzu založenou na tvarových charakteristikách, rozměrové přesnosti a požadavcích na kvalitu povrchu obrobku. Nejprve je nutné potvrdit a vyjmenovat všechny základní procesy, které se mají použít, jako je vysekávání, děrování, ohýbání, natahování, lemování a vyboulení.
Na základě procesních výpočtů a požadavků na tvarovou a rozměrovou přesnost je určen počet procesů, jako je počet dob natahování u protahovaných dílů a počet dob zpracování u ohýbaných dílů atd.
Pořadí zpracování je určeno na základě deformačních charakteristik zpracování, požadavků na rozměrovou přesnost a provozního pohodlí. Pokud například výrobek vyžaduje jak ražení, tak ohýbání, měl by být nejprve vyražen a poté ohnut, nebo nejprve ohnut a poté vyražen?
Na základě různých faktorů, jako je výrobní dávka, velikost, požadavky na přesnost, progresivní úroveň výroby lisování a kapacita výroby zařízení, jako je proces složeného lisování, proces kontinuálního lisování atd., Obecně řečeno, velké série, požadavky na nízkou přesnost, tlusté materiály a velké produkty jsou vhodné pro jednoprocesovou výrobu. Vysoce přesné výrobky jsou vhodné pro složené lisování.

Vlastnosti tváření
Kovové nebo nekovové materiály se umístí do kovových raznic a lisovací stroj vyvíjí tlak, aby se materiály deformovaly, čímž se získají požadované díly. Toto je proces ražení. Technologie lisování je široce používána a může zpracovávat plechy, tyče a nekovové materiály. Zpracování lisováním se provádí převážně při pokojové teplotě.
Výroba forem vyžaduje nejen vysokou přesnost zpracování, ale také dobrou kvalitu povrchu zpracovávaných dílů. Výrobní tolerance pracovní části běžné formy musí být řízena v rozmezí ±0,01 mm a u některých vysoce přesných dílů je dokonce nutné ji kontrolovat na úrovni mikrometrů. Mezitím musí být drsnost povrchu pracovní části také menší než 0,4 μm. Přesnost formy určuje přesnost výrobku a drsnost formy určuje drsnost výrobku. Pracovní částí kovové raznice je obvykle složitá zakřivená plocha složená ze dvou nebo tří rozměrů, která má vysoké požadavky na tvrdost materiálu. Obvykle se vyrábí z materiálů, jako je kalená nástrojová ocel, aby splňovala požadavky na vysokou intenzitu práce při opakovaném lisování forem.
Různé výkonnostní požadavky lisovacích procesů nejsou absolutní, zvláště v souvislosti s rychlým rozvojem lisovací techniky v současnosti. Musíme zvolit rozumnou metodu zpracování na základě skutečných nároků a možností výroby, správně formulovat tok lisovacího procesu a zvolit vhodnou strukturu lisovnice, která by měla splňovat nejen technické požadavky, ale i podmínky procesu lisování.
Design
Konstrukce kovových lisovacích nástrojů je systematický a komplexní proces zahrnující deformaci materiálu, mechanické výpočty a přesné obrábění. Například raznice je raznice používaná pro řezání, vysekávání nebo děrování. Většina z nich se používá v oblastech, jako je řezání těsnění a řezání hardwarových dílů. Protože je potřeba řeznou plochu formy opakovaně lisovat, je nutné uvažovat o tepelném zpracování řezné hrany, jako je opracování na HRC58-62 stupňů nebo titanování. To může prodloužit životnost formy a snížit dopad nadměrných otřepů způsobených opotřebením formy na řezání příslušenství.
Hot Tags: zakázkové kovové lisovací nástroje, Čína, Výrobci, Dodavatelé, Továrna, Nabídka, Kvalita
Štítek produktu
Související kategorie
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.